製作・つくります
真空容器(チャンバー、タンク)は、大気圧1atmより低い圧力(低真空)から宇宙の絶対真空に限りなく近い領域(極高真空)まで、広帯域での真空の世界を、大気(ガス)のある地球上で実現するための、人工の真空・宇宙空間です。
低真空領域では、デジケーターやグローブボックスなどの場合に、樹脂・ゴムシール(平パッキン)によって真空を保持できる扉や蓋など使います。
中真空から高真空に近づくとNW(KF)・JIS・ISOなど規格のOリングシールで封止する仕組みとなり、チャンバーの内面処理もバフ研磨など行ないます。
高真空になりますと、ただ作るだけではとうてい高真空に保持することはできません。チャンバー内へ大気側からガスが入る漏れ(リーク)と真空排気系との競争により真空度が決まります。チャンバー製作には母材(金属表面)からガスが出ない処理など(脱ガス)することも、チャンバー出来栄えに影響します。
そして何よりも高真空、超高真空チャンバーの製作には、職人の溶接技術が欠かせません。いかに綺麗なビードを出す職人が図面どおりのチャンバーを製作し、細かなフランジの扱いや処理を行い、目的とする真空を安定して保持できるかが決定されるのです。
真空容器(低真空領域)
(クリックすると大きな画像がご覧いただけます。)
大気圧よりわずかに低い真空の容器であっても単位面積あたりにかかる圧力は相当なもので(1cm2 あたり 1kg )、薄肉では潰れてしまいます。グローブボックスや真空槽内での何らかの処理など、中の様子を見られるビューポート(写真は有効視界φ120)にも、対象物を真空容器内に入れる扉や蓋にしても真空シールするためOリングやバイトン製平パッキンなどで漏れが無いように仕上げる必要があります。
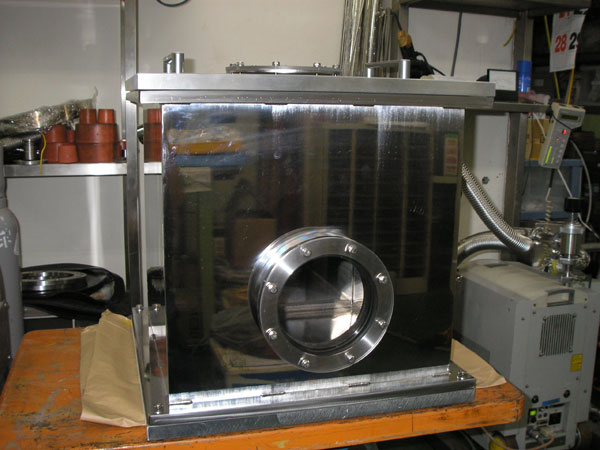
高真空角チャンバー
 中心部の四角い箱が対象物です。(クリックすると大きな画像がご覧いただけます。)
中心部の四角い箱が対象物です。(クリックすると大きな画像がご覧いただけます。)
Oリングシールの導入扉から対象物を出し入れする高真空チャンバーです。内部が加熱するので外周部には冷却用水冷ジャケットが巻かれています。Oリングシールのチャンバーであっても処理や製作の仕様によっては高真空領域で使用が可能です。
角チャンバー内部

チャンバー内部の処理は様々な用途に応じ適切な処理を施します。全てが全て、電解研磨処理が優れているわけでもありませんし、電解研磨も言葉では一般的な処理方法ですが、処理をする職人さんによって仕上がりやグレードが様々存在するものです。
※電解研磨処理とは?
真空チャンバーを高真空の到達真空度まであげるためには、電解研磨処理が必要です。
電解研磨処理は、浸漬による方法で行います。製品を電解槽にいれて通電するだけですと電解研磨の効果は概ね外面にしか及びませんが、内面に対極を設置することで、内面にもその効果が及ぶようにすることが出来ます。
電解研磨とはいっても、槽に入れて電気を流せば全面が電解研磨されるわけではなく、電解研磨されにくい部分に対しては、対極を設置しないと電解研磨の効果は及びません。
電解液に浸漬し対極等を設置する場合は、それが複雑、困難なものになります。
※処理の主な工程
1.通電を開始した直後、流れる電流の量は急激に低下しその後戻ることなくほぼ安定して
流れるようになります。これは、最初、抵抗が急激に増している事を意味しており、通電により表面の金属がイオンとして電解液中に溶け出し粘液層を形成し、この粘液層は電解液より抵抗が大きく、成長とともに抵抗がより大きくなるために、電流の低下となってあらわれます。この粘液層は実際に肉眼で確認する事が出来ます。粘液層の成長が止まる事で電流は安定します。
2. 電解研磨液の抵抗が小さく、仮にゼロとすると、マイナス側が電解研磨液と粘液層との境界線まで移動してきた事と同じことになります。ステンレス表面凸凹の頂上に当たる部分においては粘液層が薄いために抵抗が小さく、谷部においては粘液層が厚いために抵抗が大きくなり、電流は頂上部で流れやすく、谷部においては流れにくくなる。頂上部では溶解が急速に進む結果、凸凹はよりなだらかになり平滑化が進行していきます。
3. ステンレス表面では溶解が進行する一方、同じところで不働態皮膜の生成が同時に進行。ステンレスの主要な成分としてのFeとCrは溶解とともに溶け出し、Crは直ちに酸素と結合しステンレス表面に新たな酸化皮膜を生成します。それが繰り返されることでCrが濃縮され、よりCrに富んだ不働態皮膜が再生されてゆきます。
4. さらに、不働態皮膜はステンレスより電気抵抗が大きいために皮膜の薄いところでは厚いところより電流が流れ易くなり、不働態皮膜の厚みの均一化が進みます。
電解研磨されたステンレス表面は、以上の過程を通じて最終的には次のような機能性を持った研磨面となります。
「ステンレス表面を溶解させることで不都合な部分を取り除き、凸部が優先的に溶解する結果より平滑な研磨面となります。 そのため、汚れが付き難く、洗浄性のよいクリーンな研磨面となります。Crに富んだ、より強固で安定な不働態皮膜が出来る結果、高い耐食性をもつ研磨面にもなります。」
以上工程で電解研磨処理を処理を行います
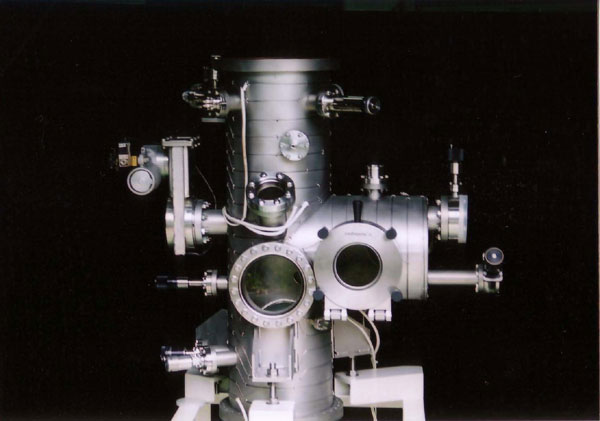
MBE装置チャンバー
 (クリックすると大きな画像がご覧いただけます。)
(クリックすると大きな画像がご覧いただけます。)
大学研究室のご希望でお納めした超高真空仕様のMBEです。液体窒素を利用したCCTトラップなど付属させて高真空領域からさらに真空度を上げていきます。
実験装置用多目的チャンバー
 (クリックすると大きな画像がご覧いただけます。)
(クリックすると大きな画像がご覧いただけます。)
真空チャンバー内で、あらゆる動きや試料の加工、調査、反応などを見る為にあらゆる角度から手を入れたいところですが、高真空領域の中にグローブボックスのゴム手袋のように安易に手を入れることもままなりません。そのため考えうる角度にサービスポートや導入機器を付属し、後々考えうる実験の変更や改造などの対処するのです。
大型チャンバー
 (クリックすると大きな画像がご覧いただけます。)
(クリックすると大きな画像がご覧いただけます。)
太鼓型円柱形チャンバーでは大型です。上部フランジの重量もこれだけ大きくなりますとジャッキアップする必要が出てまいります。また、設備を設置する環境によりクリーンルームなどの場合には発塵を抑える対策が必要です。
チャンバー本体
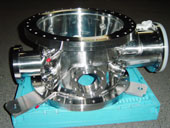
チャンバー本体のパイプに各ポート、フランジを溶接加工した様子です。ここに使用したい付属機器を追加しながら付加していきます。
ヘリウムリークディテクターSmartTest

真空モード-真空に関する全てのシステム及びコンポーネントのリークテストに。
商品の詳細PDFはこちら